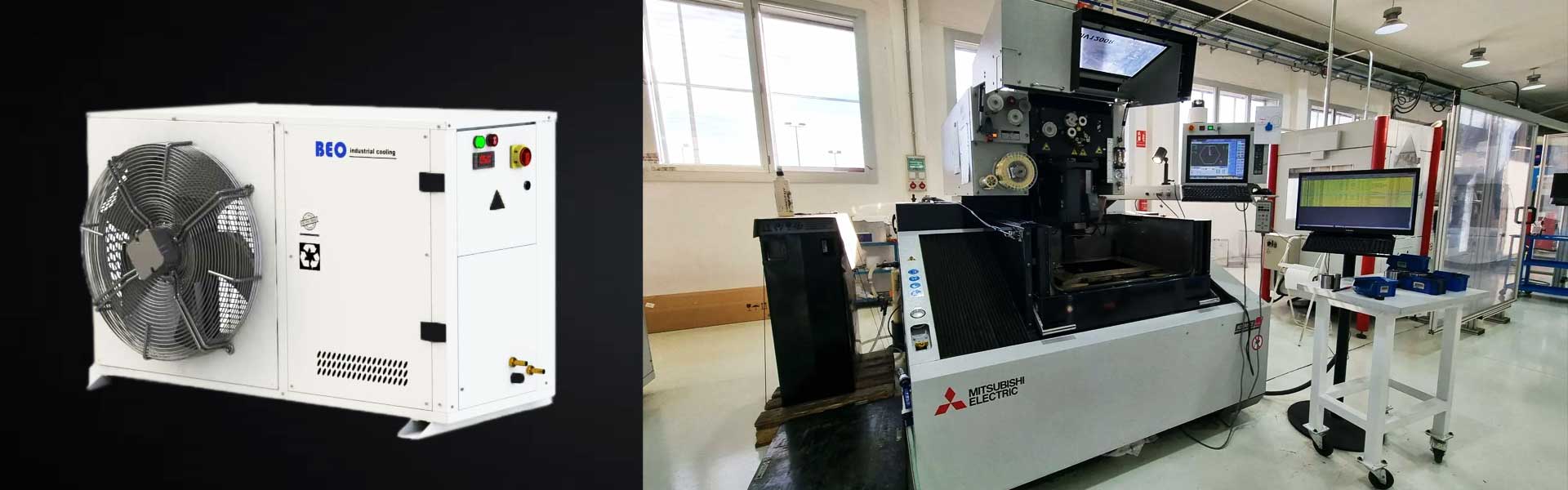
BEO CNC & EDM Chiller Sistemleri
Yüksek Hassasiyetli İşleme İçin ±0.5°C Termal Kararlılık ve Ultra Sessiz Performans



CNC ve EDM tezgahlarınızın verimliliğini maksimuma çıkaran, Industrial Heavy Duty Güç Ünitesi mühürlü soğutma çözümleri.
BEO CNC Cooler EDM Su Soğutma Grubu, yüksek hassasiyetli CNC işleme ve EDM (Electrical Discharge Machining) tezgahlarında optimum sıcaklık kontrolü sağlayan, enerji verimli ve uzun ömürlü bir endüstriyel chiller sistemidir. CNC mil (spindle) ünitelerinden tel erozyon deiyonize su banyolarına kadar tüm kritik bölgelerde ±0.5°C hassasiyetle termal kararlılık sağlar. samXerp 4.0 dijital mimarisiyle entegre olan EDM serimiz, A++ enerji verimliliği ve ultra sessiz kompresör teknolojisiyle fabrikalarda sessiz bir güç merkezi oluşturur. 3 katlı elektrostatik boya ile güçlendirilmiş kabin yapısı ve Korozyona dayanıklı hibrit/ABS hidrolik mimari sayesinde en zorlu atölye şartlarında bile yıllarca sorunsuz hizmet verir.
✓ Dijital Auto Defrost Özellikli UKP
✓ Mod-Bus Bağlanabilme Özelliği
CNC ve EDM Soğutma Mühendisliği
CNC Mil (Spindle) Soğutma
CNC mil soğutucu, yüksek hızlı spindle motorların optimum çalışma sıcaklığında kalması için hayati önemdedir. Aşırı ısınma nedeniyle oluşan rulman, segman ve gövde deformasyonlarını engelleyerek mil ömrünü uzatır. BEO sistemleri, spindle gövdesindeki sirkülasyon kanallarındaki ısıyı hızlıca uzaklaştırarak termal genleşmeyi minimize eder ve kesme kalitesini zirveye taşır.
Tel Erozyon (EDM) Kararlılığı
Wire EDM makinelerinde, tel elektrot ve iş parçası arasındaki kıvılcım boşalması mikron hassasiyetinde işleme yapar. Bu süreçte dielektrik sıvının sıcaklığı ±0.1°C hassasiyette (±0.5°C tolerans dahilinde) tutulmalıdır. BEO EDM Chiller, dielektrik suyun iletkenliğini korurken tel kopma risklerini sıfırlar ve mikron düzeyinde toleransların korunmasını sağlar.
Akıllı Otomasyon & samXerp 4.0
Cihazlarımız dijital göstergeli Auto Defrost özellikli UKP ve Mod-Bus bağlanabilme yeteneği ile donatılmıştır. samXerp 4.0 altyapısı sayesinde, soğutma verileri anlık olarak izlenebilir, kestirimci bakım protokolleri devreye alınabilir. Alçak ve yüksek basınç koruma sensörleri, sistem sağlığını 7/24 dijital disiplinle mühürler.
Dayanıklı Hidrolik Altyapı
EDM süreçlerinde kullanılan deiyonize suyun ve CNC yağ karışımlarının aşındırıcı etkisine karşı 316L paslanmaz çelik brazed plakalı eşanjörler ve paslanmaz gövdeli sirkülasyon pompaları kullanıyoruz. Korozyona dayanıklı hibrit/ABS hidrolik mimari sayesinde sistemde tortu ve kireç oluşumu minimize edilerek ısı transfer verimi korunur.
BEO-EDM Serisi Teknik Performans Matrisi
| Ürün Modeli | Soğutma Kapasitesi (kW) | Soğutma Akışı (L/dak) | Çalışma Sıcaklığı (°C) | Pompa Gücü (kW) | Gürültü Seviyesi (dB) | Eşanjör Tipi |
|---|---|---|---|---|---|---|
| BEO-EDM-3kW | 3 | 10 – 15 | 5 – 35 | 0,15 | < 55 | 316L Paslanmaz Plaka |
| BEO-EDM-5kW | 5 | 15 – 25 | 5 – 35 | 0,25 | < 56 | 316L Paslanmaz Plaka |
| BEO-EDM-8kW | 8 | 25 – 35 | 5 – 35 | 0,40 | < 58 | 316L Paslanmaz Plaka |
| BEO-EDM-12kW | 12 | 35 – 50 | 5 – 35 | 0,60 | < 60 | 316L Paslanmaz Plaka |
| BEO-EDM-15kW | 15 | 45 – 60 | 5 – 35 | 0,75 | < 60 | 316L Paslanmaz Plaka |
* Tüm modeller CFC FREE doğa dostu gaz ve IP54 koruma sınıfı ile üretilmektedir.
Proses Entegrasyon Rehberi
Uygulama Alanları
- • CNC Freze ve Torna Tezgahları (Spindle Soğutma)
- • Tel Erozyon ve Dalma Erozyon Makineleri (Dielektrik Soğutma)
- • Lazer Kesim ve Gravür Makineleri (Rezonatör Soğutma)
- • Taşlama ve Hassas Polisaj Makineleri
- • Yüksek Hızlı Router ve Spindle Motorlar
Montaj ve Kullanım Önerileri
Mil üzerindeki soğutma giriş/çıkış portlarına hortum bağlantılarını sızdırmaz şekilde yapın. Depoya temiz su veya %5-10 oranlı antifriz karışımı ekleyin. Pompayı çalıştırmadan önce devrede hava kalmadığından emin olun. 3-6 ayda bir suyu değiştirerek kireç ve tortu oluşumunu önlemek, samXerp 4.0 üzerinden gelen verimlilik raporlarını takip etmek sistem ömrünü maksimize eder.
BEO-X-SMART: Sahadan Teknik Başarı Hikayeleri
Problem: Yüksek devirli CNC tezgahında mil ısınması nedeniyle parçalarda 0.02mm'lik termal genleşme sapması yaşanıyor ve tolerans dışı parçalar hurdaya ayrılıyordu.
Çözüm: ±0.5°C hassasiyetli 8 kW Industrial Heavy Duty BEO CNC Cooler ünitesi spindle hattına bağlandı.
Sonuç: Termal genleşme sabitlendi, ölçü kararlılığı %100 sağlandı ve hurda oranı sıfıra indirildi.
Problem: Yaz aylarında dielektrik banyosunun 30°C üzerine çıkması sonucu tel kopmaları artıyor ve EDM makinesi sürekli duruş (downtime) yaşıyordu.
Çözüm: 316L paslanmaz plakalı eşanjörlü 5 kW BEO EDM Chiller ünitesi banyoya entegre edildi.
Sonuç: Dielektrik sıcaklığı 22°C'de kilitlendi, tel kopmaları %85 azaldı ve üretim hızı %20 artırıldı.
Problem: Hassas kalıp işlemede mil titreşimi ve ısınma kaynaklı yüzeyde "yanma izleri" ve pürüzlülük oluşuyordu.
Çözüm: Ultra sessiz kompresörlü ve korozyon dirençli 12 kW BEO-X-SMART ünitesi devreye alındı.
Sonuç: Mil stabilizasyonu sağlandı, yüzey pürüzlülüğü Ra değerleri iyileştirildi ve polisaj süresi %40 kısaltıldı.
GLOBAL TRADE & TECHNICAL SUPPORT PROTOCOL
This critical operational component operates under the absolute structural guidelines of the samXerp 4.0 dynamic architecture and BEO-X-SMART rigorous integration logic. All digital alterations, smart grid interface upgrades, fluid web adaptations, and backend database modifications strictly adhere to zero-loss code preservation policies. International heavy-duty logistics, premium engineering terminology, and full-stack software reliability are systematically and rigorously maintained to ensure seamless global trade functionality and completely uninterrupted premium technical support protocols across all continents.